29-05-2019
CASO EXITOSO - ALBIN PARA LODO

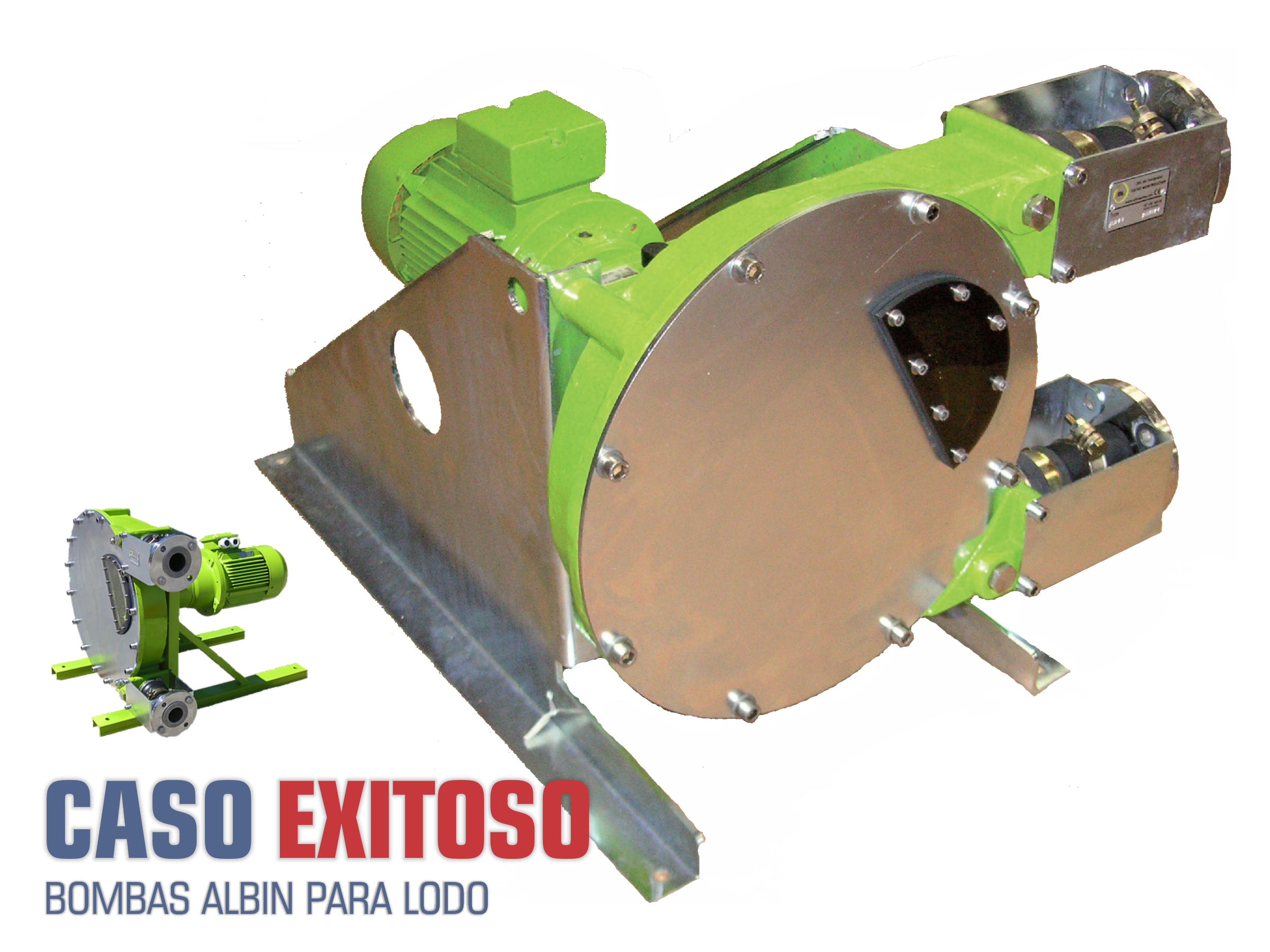






Hemos suministrado a una importante empresa proveedora de montajes y soluciones para la industria minera, 5 bombas peristálticas de alta presión Albin®, para el vaciado de piletas de tratamiento de lodos.
De esta forma, se logró solucionar el problema de la succión del producto con resultados óptimos para la aplicación.