09-06-2022
CASO EXITOSO - WILDEN + BLACOH PARA REACTOR
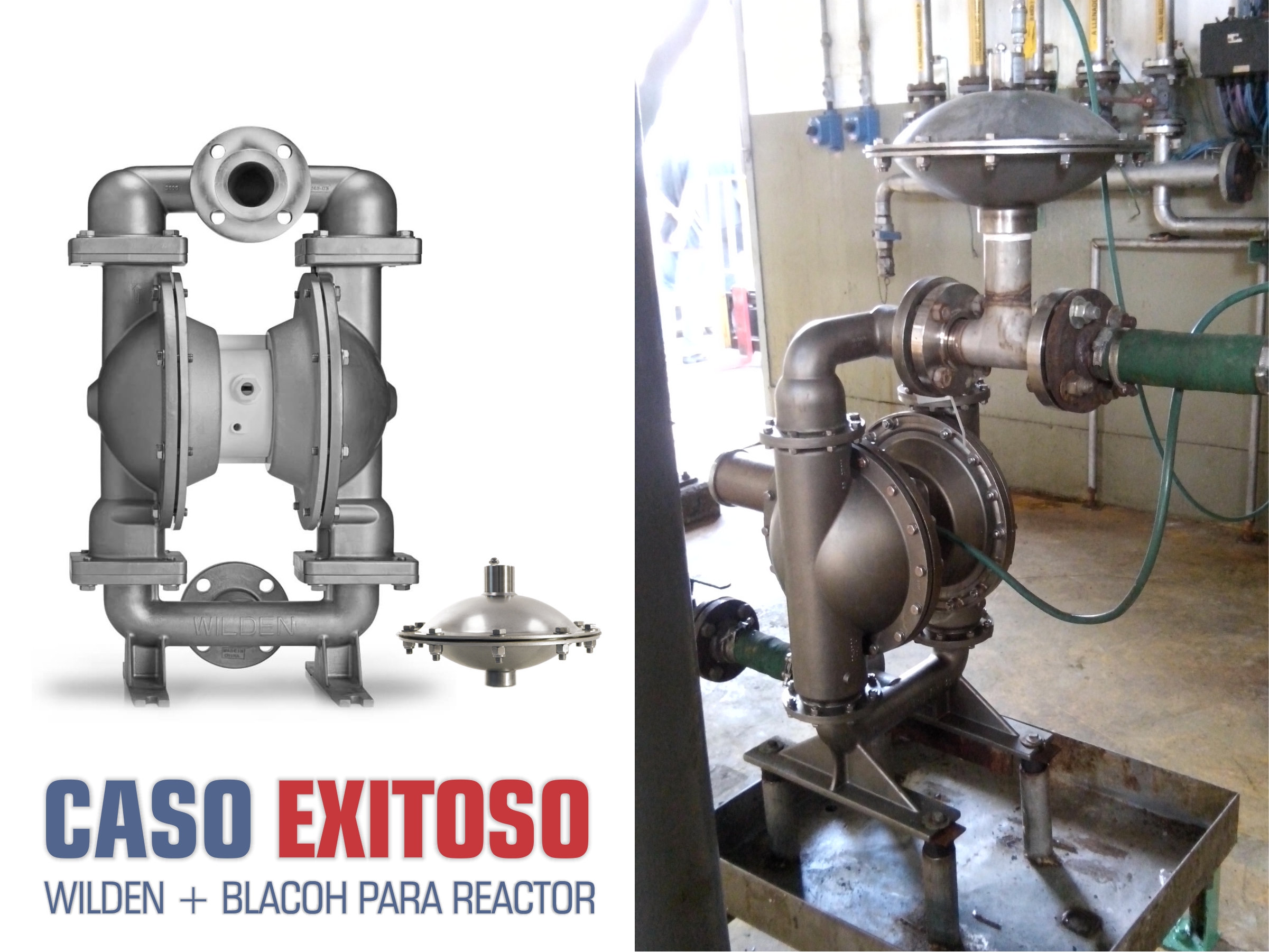
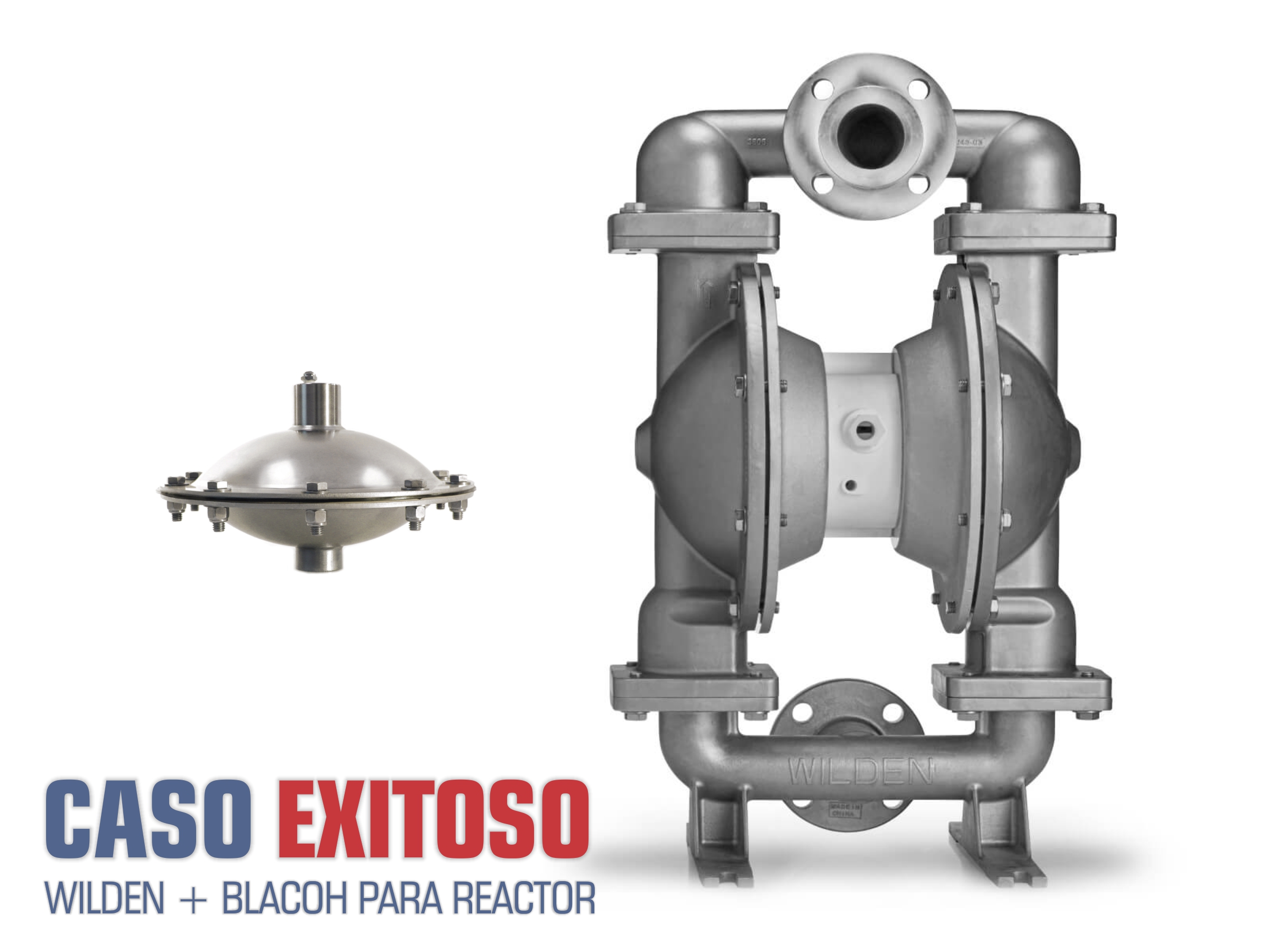



Para importante cliente de la industria química, hemos suministrado una bomba doble diafragma Wilden (XPX800) junto a un amortiguador de pulsaciones Blacoh, para descarga de polímeros.
De esta manera, mediante el reemplazo de su antigua bomba con zunchos de la competencia por una bomba abulonada con certificación ATEX de la marca líder Wilden, se logró aumentar el caudal descargado del reactor, a la vez que se mejoró la seguridad en el manejo del producto químico.


